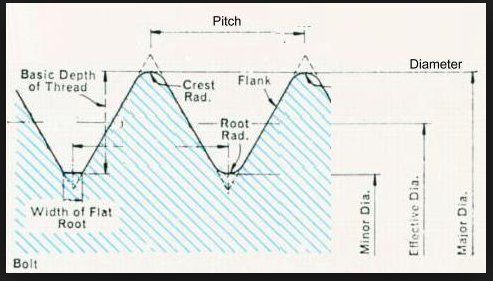
Imperial Thread Forms
Way back in the days before the Industrial Revolution any machinery was a “one-off” with no need being felt for any standardisation of parts.
This meant that any screw threads used tended to be unique either to that machine or to whoever made it.
Initially this was able to be tolerated, but as industrialisation came about it obviously gave rise to “certain complications”, especially
with the advent of the railways.
Enter Sir Joseph Whitworth.
Joseph Whitworth
He had earned a reputation for accurate engineering and had introducing the manufacture and use of the accurate surface plate which gave rise
to the development of accurate measuring instruments.
Seeing the need for a standard system for screw threads he set to and devised an integrated system, based on the theoretical strongest
thread form and giving a standard thread pitch, bolt head and nut size for each bolt diameter. This rapidly became accepted as a standard
across industry and became known as “British Standard Whitworth” or “BSW”.
Whitworth Thread Data
Its use meant that a company could now manufacture bolts and nuts for general sale rather than each manufacturer having to make his own,
with the accompanying savings in production costs.
As the thread-form was designed from scratch by an engineer/designer the sizes were specified on the diameter of the bolt itself,
after all when a designer wants a fastener he looks for the strength the job requires and finds it needs a bolt of such and such a
diameter and so that is how he specifies it, not by how big the bolt-head is.
A side effect came also with a standardisation on tools where the spanner for a particular size bolt had a set length.
This was before the invention of the torque wrench and so the spanner length was specified such that when tightening a bolt it was
difficult to exceed the strength of the bolt and tightening it to “a good grunt” meant that it was at near the correct torque.
The Whitworth thread-form was devised for use in Heavy industry and has a relatively coarse pitch,this gives the maximum strength but
as time went on the need for a finer thread was found.
The result was the development of the “BSF” or “British Standard Fine” thread which uses the same 55 degree angle as BSW but has a finer
pitch, that is there are more threads per inch.
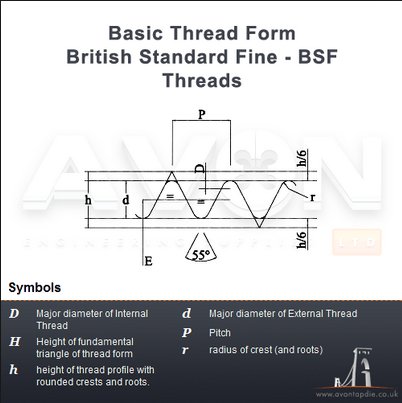
BSF Thread data
Since the finer pitch meant that it was easier to strip these bolts when tightening them, any bolt under the BSF specification had its head
size specified as being one size down from the equivalent Whitworth bolt.
This meant that a spanner for a 1/2inch Whitworth would also fit a 9/16inch BSF bolt. It also meant that the same spanners were useable on
both thread forms, an advantage on the earlier systems.
The specification also specified how a set of spanner should be made up and so a set of double-ended Whitworth spanners contains two of each
size, going up 1/8 - 1/4; 1/4 - 5/16; 5/16 - 3/8; 3/8 - 7/16; 7/16 - 1/2.
Whitworth Spanner set
This means that, under the Whitworth specification, with one spanner set you have a spanner for both the bolt head and the nut whereas to do
the same with Unified or Metric spanners you need to have two spanner sets.
As time went on there were other “British Standard” threads devised, the bicycle industry deciding to standardise on using a common pitch of
26 threads per inch on their smaller bolts with an option of either 20 or 26 t.p.i. on the bigger sizes, both the BSW and BSF forms being too
coarse for use at the steering head and the bottom bracket, and probably as they were also making many other parts as well it meant that they
could use the one set of thread forming tools for everything. In their ineffable wisdom however they also changed the thread form itself from
the 55 degrees used by the other forms to one of 60degrees.
Cycle Thread Data
This became known as “British Standard Cycle” but is also known as “CEI” or “Cycle Engineers Institute” thread and this thread-form carried
over from the bicycle industry to the motorcycle industry.
Another offshoot is “BSP” or “British Standard Pipe” thread.
When joining tubes together the tube wall thickness does not allow the use of of the BSW thread, for instance a tube with a 1/4inch bore
and a 1/8inch wall has a total diameter of 1/2inch.
Putting a 1/2inch BSW thread on this would reduce the effective wall thickness to about 1/32inch which is not adequate for a pressure situation.
Their answer was to specify the thread on the bore size of the tube so the 1/4inch tube carries a thread of 19t.p.i., nearly but not quite the same
as 1/4inch BSW, rather than the 12t.p.i. that the 1/2inch BSW standard would demand.
There are some other British Standard thread forms but the only one in common use was/is the “BA” (British Association) thread.
This was used for electrical work where very small bolts and fixings were needed and the use of the other threads was totally impractical.
This thread-form is partially based on metric measurements and starts with 0BA which is almost 1/4 inch in diameter with a thread count of
25.4 T.P.I. and goes down to the tiny 16BA which is only 1/32 inch in diameter and has a thread count of 134 T.P.I.
During the last War, as an economy measure, the original BS bolt standards were modified slightly by reducing the bolt-head and
nut sizes by one step so that what had been a 1/2inch BSW - 9/16 BSF spanner now fitted a 9/16BSW - 3/8BSF bolt.
The fact that the British standards are specified around the bolt diameter also explains what many people find confusing about the old British
bolt sizes, the fact that the size marked on the tools appears to bear no relation to the size of the spanner.

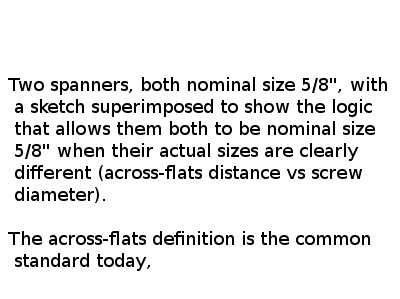
Once you realise that the quoted size is in fact the bolt diameter things start to fall into place.
These “British Standard ” bolt sizes are now obsolescent, being described as “Non-preferred Sizes ”, but are still frequently met with on older machinery.
In the 1960's the British motor industry began to go over to using the “Unified ” thread form in both its “Unified Fine ” or “UNF ” and “Unified Coarse ”
or “UNC ” formats and then changed again to using the “Metric ” thread-form in its variants.
This all ignores the problems raised when at times a manufacturer would see a commercial advantage in adopting a non-standard thread-form,
peculiar to themselves and to restrict the supply of such components to their dealer network.
The aim of course being to force the use of this network.
These non-standard threads are usually referred to as being a “bastard ” thread, possibly as a reference to the feelings of the
service engineer towards the designer when he encounters them.
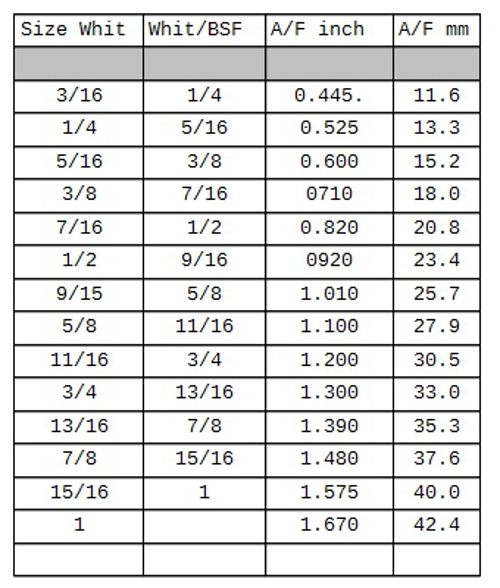
It often occurs that there is not the correct British size spanner/wrench available but there are Metric or A/Fsizes on hand.
As an approximate guide to finding a useable substitute it can be pointed out that a roughly speaking guide is that a British size spanner/wrench across its flats is around 1.5 times the bolt diameter.
The following table is offered FOR INFORMATION ONLY
Use it for spanner selection AT YOUR OWN RISK.
A useful link is to the Dundee University website, from which the following is lifted:--
“It is a common view that the odd Whitworth/BS spanner sizes are 'illogical' and that the newer metric system is much more 'logical', but consider this:-
To cover 1/4" to 3/4" in both fine (BSF) and coarse (BSW) threads, the British system defines 9 diameters and requires 9 spanners (or 10 if you also include the original large head Whitworth sizes as well).
The UNF/UNC system defines 8 diameters for the same range but requires 11 spanners.
For the broadly equivalent range in metric of M6 to M18 using all the common metric standards in use, there are 8 diameters defined but a total of 15 spanners are required! (i.e. 69% more spanners per diameters than the British system). Is this progress?”